Hallo und einen schönen Montagnachmittag, mein Capbänkche muß mal wieder bewegt und Formiert werden. Da bietet sich so ein DIJ Spotwelder geradezu an, nur müßten dann eben die Kondensatoren durchgängig geladen werden. Denn Lichtbogen würde ich über ne HF - HV Einkoppelspule zünden. Schalten würde ich die Capbank mit einem BSM GA 300 bei so um 60 bis 100 Volt , je nach erforderlicher Leistung. Die Zeitsteuerung würde ich über ein elektrisches Zeitrelay plus kleines Solit State Relay umsetzen. An das Gate des IGBT s würde ich nur einen Vorwiderstand, 150 bis 120 Ohm mit 10 Watt, plus Zehner - TVS und 10 Kiloohm hängen. Ne Push-Pull Stufe ist ja hier nicht nötig, oder ? Viele herzliche Grüße von axon-F.
Ich denke nicht dass das sinnvoll funktioniert.
Der Strom wird viel zu hoch werden und die Dauer zu kurz.
Das wird eher das Material wegsprengen als einen sinnvollen Schweißpunkt ergeben.
Für sowas braucht man einen geregelten Strom für eine geregelte Zeit.
Einfach nur einen Kondensator entladen ist eher eine Anwendung für so Bolzenschweißer mit Spitzenzündung.
…zur Strombegrenzung ggf. einen Shunt einfügen …
glaube da fliegt dir eher der shunt um die ohren, weil die ganze leistung im shunt umgesetzt wird
… kommt auf den Querschnitt an - auch in Kraftwerken werden Shunts eingesetzt, die bis zu einigen kA mis MA abkönnen ![]()
Hallo und einen schönen guten Morgen, herzlichen Dank noch an euch für die Beiträge. Die Schweiß - Drossel wäre nicht das Problem, eine gut ![]() gebrauchte hätte ich schon, man kann aber auch einen MOT E - I Eisenkern verwenden. Interessant wäre auch ne Lift Arc Funktion, da könnte man auf die HV - HF Einkopplung ganz verzichten
gebrauchte hätte ich schon, man kann aber auch einen MOT E - I Eisenkern verwenden. Interessant wäre auch ne Lift Arc Funktion, da könnte man auf die HV - HF Einkopplung ganz verzichten ![]() . Beim Lift Arc berühre ich zuerst mit der Elektrode das Werkstück, erst beim wegziehen zündet der Lichtbogen für ne bestimmte Zeit, das könnte man in einer Puls- Funktion weiterführen. Die Argon Vor - und Nachspülzeit muss natürlich auch dazu passen. Viele herzliche Grüße von axon-F.
. Beim Lift Arc berühre ich zuerst mit der Elektrode das Werkstück, erst beim wegziehen zündet der Lichtbogen für ne bestimmte Zeit, das könnte man in einer Puls- Funktion weiterführen. Die Argon Vor - und Nachspülzeit muss natürlich auch dazu passen. Viele herzliche Grüße von axon-F.
Hallo und einen schönen ![]() Samstagabend, der Igor Welder hat mal wieder nen Test heraus- gehauen, Cold - Welding mit ner 70 Euro Amazon- Box. Hier noch der Link dazu https://youtu.be/sqm7VWvxzFs?si=epoTlktJ4e4SdQCI , fast wie Laser - Geschweißt
Samstagabend, der Igor Welder hat mal wieder nen Test heraus- gehauen, Cold - Welding mit ner 70 Euro Amazon- Box. Hier noch der Link dazu https://youtu.be/sqm7VWvxzFs?si=epoTlktJ4e4SdQCI , fast wie Laser - Geschweißt ![]()
![]()
![]() . Übrigens ich war mal auf der Fake Seite mit dem Laser -
. Übrigens ich war mal auf der Fake Seite mit dem Laser - ![]() Schweißgerät für 70 Euro, und werde die Werbung nicht mehr los
Schweißgerät für 70 Euro, und werde die Werbung nicht mehr los ![]() . Viele herzliche Grüße von axon-F.
. Viele herzliche Grüße von axon-F.
Hallo und einen schönen ![]() Vatertags - Christi Himmelfahrtstag. Ich hatte schon am Wochenende damit begonnen mein Capbänkche zu Formieren, bei 50 Volt Ladespannung hatte ich nach 3
Vatertags - Christi Himmelfahrtstag. Ich hatte schon am Wochenende damit begonnen mein Capbänkche zu Formieren, bei 50 Volt Ladespannung hatte ich nach 3 ![]() Tagen noch ca 20 Volt auf den Kondensatoren. Die
Tagen noch ca 20 Volt auf den Kondensatoren. Die
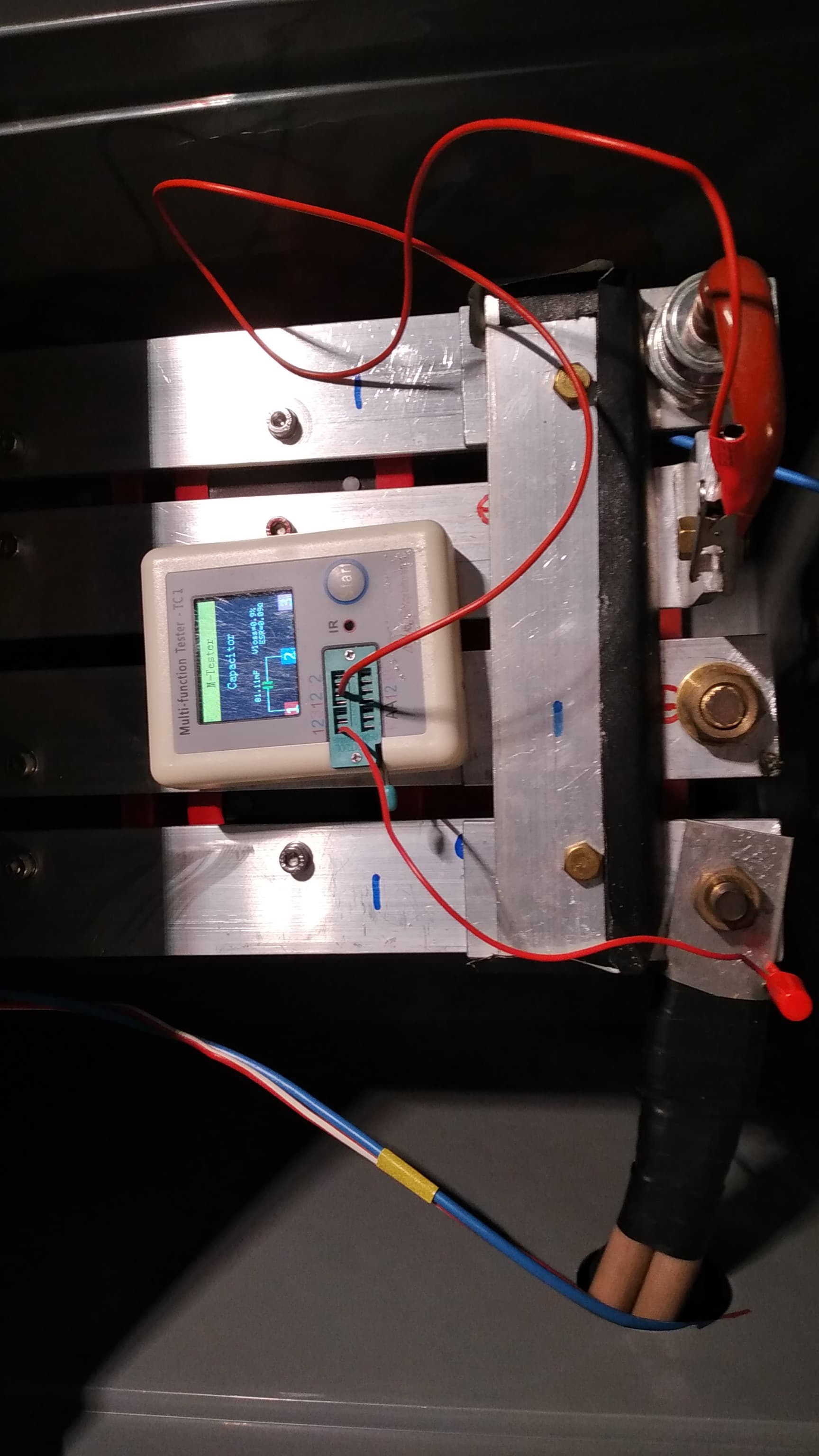
Antiparallele Diode mit 400 A hat ja auch einiges an Leckstrom, mit dem ![]() Spielzeug LCR Meßgerät komme ich immerhin auf ca 81 mF bei einem ESR von 0,09 Ohm. Laden kann ich das Ganze mit ca 325 Volt da hätte ich so 4,3 KJ zur Verfügung, weitere 10 Stück Itelcond AYUX - HR mit 10 000 uf bei
Spielzeug LCR Meßgerät komme ich immerhin auf ca 81 mF bei einem ESR von 0,09 Ohm. Laden kann ich das Ganze mit ca 325 Volt da hätte ich so 4,3 KJ zur Verfügung, weitere 10 Stück Itelcond AYUX - HR mit 10 000 uf bei ![]() 350 Volt wollen auch mal Formiert werden. Viele herzliche Grüße von axon-F und noch einen schönen Feiertags - Abend
350 Volt wollen auch mal Formiert werden. Viele herzliche Grüße von axon-F und noch einen schönen Feiertags - Abend ![]()
Hallo und einen schönen Montagnachmittag, mal ne Frage in die Runde, mit wieviel Ampere könnte ich die Capbank mit den 8 Stück Itelcond AYUX - HR 10 000 uf Laden ? Würden da 50 Ampere bei 100 V in Ordnung sein ![]() , oder müßte ich mit dem Strom noch etwas herunter gehen. Die Anschlüsse sind doch schon Massiv, M6 mit ca 13 mm Durchmesser. Viele herzliche Grüße von axon-F.
, oder müßte ich mit dem Strom noch etwas herunter gehen. Die Anschlüsse sind doch schon Massiv, M6 mit ca 13 mm Durchmesser. Viele herzliche Grüße von axon-F.
Sofern das 350V 10000µF Kondensatoren sind kannst du diese dauerhaft mit 30A belasten.
1 „Gefällt mir“
Hallo Grüß dich Alexander, herzlichen Dank noch für den post, ich habs gerade auch nachgeschaut, der Ripple bei 100 Hz und 55 Grad Celsius wäre bei ca 28 A pro Stück ![]() , der Strom würde sich ja dann auch symmetrisch auf die 8 Stück verteilen, da wären wir bei 6,25 Ampere. Außer eben bei sehr großen Toleranzen beim Innenwiederstand, aber da wäre ich immer noch safe
, der Strom würde sich ja dann auch symmetrisch auf die 8 Stück verteilen, da wären wir bei 6,25 Ampere. Außer eben bei sehr großen Toleranzen beim Innenwiederstand, aber da wäre ich immer noch safe ![]() . Viele herzliche Grüße von axon-F.
. Viele herzliche Grüße von axon-F.
Und was hast Du dann vor mit den Dinger? Da brauchst Du einen großen, fetten Thyristor oder ähnliches zum Zünden oder eben einen geeigneten Schalter, der dir nicht gleich beim ersten Mal um die Ohren fliegt. Glaube Bastl_r hatte da mal was interessantes gebaut…
1 „Gefällt mir“
Das Ganze macht meiner Meinung nach eh keinen Sinn.
Die Spannung ist viel zu hoch zum Punktschweißen, das sprengt einfach nur Löcher ins Material, hierfür üblich wären einige Volt.
Selbst zum Bolzenschweißen mit Spitzenzündung ist das zu wesentlich zu viel Spannung, hierfür üblich wären maximal 200V.
Zum WIG schweißen ist das auch viel zu viel Spannung, hierfür wären 50-60V dicke ausreichend.
1 „Gefällt mir“
Hallo und einen schönen ![]() guten Morgen, herzlichen Dank noch für euren Beitrag. Im ersten Augenblick scheint das Vorhaben etwas sinnlos zu sein, dabei geht es mir in erster Linie um ein Impulsgesteuertes Schweißverfahren. Die 100 Volt hatte ich erstmal angepeilt, da der Lichtbogen mit ner höheren Spannung sicherlich besser zündet und der Kondensator schneller aufladen kann. Die maximale Spannung kann ich ja immer noch begrenzen, zur Zeit hätte ich eh nur ein Schweißtrafo mit verstellbaren Kern - Joch zur Verfügung. Da hätte ich so 50 Volt Leerlaufspannung und minimal 45 Ampere zur Verfügung, mit ner Gleichrichterbrücke wären das so etwa über 50 Volt. Für den Schweißtrafo habe ich noch ne Phasenabschnitt- Anschnitt Steuerung mit einem Thyristor- Modul, so könnte ich auch mit nem Poti den Strom regeln
guten Morgen, herzlichen Dank noch für euren Beitrag. Im ersten Augenblick scheint das Vorhaben etwas sinnlos zu sein, dabei geht es mir in erster Linie um ein Impulsgesteuertes Schweißverfahren. Die 100 Volt hatte ich erstmal angepeilt, da der Lichtbogen mit ner höheren Spannung sicherlich besser zündet und der Kondensator schneller aufladen kann. Die maximale Spannung kann ich ja immer noch begrenzen, zur Zeit hätte ich eh nur ein Schweißtrafo mit verstellbaren Kern - Joch zur Verfügung. Da hätte ich so 50 Volt Leerlaufspannung und minimal 45 Ampere zur Verfügung, mit ner Gleichrichterbrücke wären das so etwa über 50 Volt. Für den Schweißtrafo habe ich noch ne Phasenabschnitt- Anschnitt Steuerung mit einem Thyristor- Modul, so könnte ich auch mit nem Poti den Strom regeln ![]() .
.